

(323).Start a Raincoat Manufacturing Unit
Raincoats or rain suits are water resistant coats, made of fabric that is specially treated to resist or repel water during rains. Witnessing an increased demand of such rain resistant wears and products.Thus raincoats are something which protects ourselves from many other climatic conditions other than rain. Many types of raincoats are made for different weather conditions using different fabrics and chemicals. They can be used for protection against snow falling, windcheater, for sailors and also against cold temperature.
Raincoats are jackets made of fabric that is specially treated to repel water. In 1836, Charles Macintosh invented a method for combining rubber with fabric, which was used in the first modern raincoats. Because of his inventions, all raincoats are called Mackintoshes or Macs by those in Great Britain. Most modern day raincoats are inspired in one way or another by Macintosh's brainchild.Today there are many kinds of raincoats made of all types of fabric. An all-weather raincoat has a removable lining so it can be worn in any weather. Fold ups are foldable and usually made of vinyl. Vinyl raincoats are made of vinyl or of fabric that has a vinyl finish. Trenchcoats are worn by both men and women, and are often made of lightweight cotton/polyester fabric.
What is important to raincoat manufacture is efficient waterproofing. There are two important qualities: absorption (how much water can be soaked by the fabric) and penetration (the amount of water that can sink into the fabric). Raincoat fabrics are either absorbent or repellent. The best raincoats are made of tightly woven fabric.
History
People have been trying to make items of clothing waterproof for hundreds of years. As early as the thirteenth century, Amazonian Indians used a milky substance (rubber) extracted from rubber trees for this purpose. When European explorers came to the Americas in the sixteenth century, they observed the indigenous people using a crude procedure and rubber to waterproof items like footwear and capes.
By the eighteenth century, Europeans were experimenting with waterproofing fabric for clothing. François Fresneau devised an early idea for waterproofing fabric in 1748. Scotland's John Syme made further waterproofing advances in 1815. In 1821, the first raincoat was manufactured. Made by G. Fox of London, it was called the Fox's Aquatic. The raincoat was made of Gambroon, a twill-type fabric with mohair.
While these early attempts at waterproofing fabrics sometimes involved rubber, they were not particularly successful. When rubber was used in clothing, the articles involved were not easy to wear. If the weather was hot, the clothing became supple and tacky; if cold, the clothing was hard and inflexible. This problem was solved in the early nineteenth century by Macintosh.The native of Scotland was a chemist and chemical manufacturer. Through experiments, Macintosh discovered a better way to use rubber in clothing. At the time, the gas industry was new. Coal-tar naphtha was one byproduct of the fractional distillation of petroleum, which was used in gasworks. This volatile oily liquid was a hydrocarbon mixture. Macintosh dissolved rubber in naphtha, making a liquid. This liquid was brushed on fabric making it waterproof.
In 1823, Macintosh patented his process for making waterproof fabric. This process involved sandwiching a layer of molded rubber between two layers of fabric treated with the rubber-naphtha liquid. It took some time to develop the industrial process for spreading the rubber-naphtha mixture on the cloth. The patented waterproof fabric was produced in factories beginning in 1824. The first customer was the British military. Macintosh's
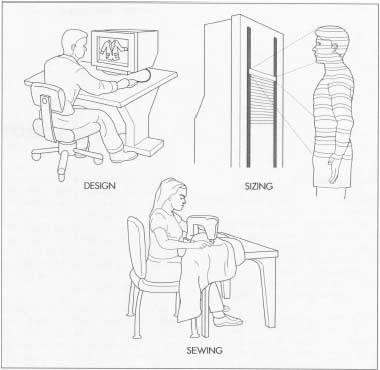
Once designed and sized, the raincoats are sewn.
The process for vulcanizing rubber was developed by Charles Goodyear, a hardware merchant in Philadelphia, Pennsylvania, in 1839. Vulcanization means to heat rubber with sulfur, which made rubber more elastic and easier to meld. Four years later, Thomas Hancock took the waterproof fabric invented by Charles Macintosh and made it better using vulcanized rubber.
Americans continued to improve on Macintosh's process with the advent of the calendering process in 1849. Macintosh's cloth was passed between heated rollers to make it more pliable and waterproof. Another innovation involved the combination of only one layer of cloth with a layer of rubber. While such improvements made the cloth lighter than Macintosh's original, these raincoats were still rather hot even into the early twentieth century. Many raincoats were designed with slits to make them cooler for their wearer.
Macintosh's fabric was not the only kind of waterproof fabric invented in the nineteenth century. In 1851, Bax & Company introduced Aquascutum. This was a woolen fabric that was chemically treated to shed water. This raincoat became popular at the end of the Crimean War (c. 1856).
Chemicially treated fabrics gradually began to predominate by the early twentieth century. For World War I, Thomas Burberry created the all-weather trench coat. The coat was made of a yarn-dyed fine twill cotton gabardine. The gabardine was chemically processed to repel rain. Though these trench coats were first made for soldiers, after the war ended in 1918, they spread in popularity. They were also much cooler than those made of Macintosh's fabric.
By 1920, raincoat design moved beyond the trenchcoat, though that coat remained a classic. Oil-treated fabrics, usually cotton and silk, became popular in the 1920s. Oil-skin was made by brushing linseed oil on fabric, which made it shed water. Car coats were introduced in the 1930s. These raincoats were shorter than trenchcoats and made for riding in automobiles. Rubber-covered and-backed raincoats, made of all kinds of fabrics, resurged in popularity between the wars as well.
After 1940, raincoats made of lightweight fabric became more popular. Military research led to the creation of raincoat fabrics that could be dry-cleaned. Vinyl was a preferred fabric in the 1950s for its impressive waterproofness, as was plastic (through the 1970s), though such raincoats retained heat. Innovations in fabrics continued to affect raincoats. Wool blends and synthetic blends were regularly used to make raincoats beginning in the 1950s. Such blends could be machine washed. There were also improved chemical treatments of cloth. Heat-welded seams were introduced as well, increasing how waterproof the fabric was.
In the 1960s, nylon was used to make raincoats, and in the 1970s, double-knit became a preferred fabric. Double-knit raincoats were not as water repellent as those made with other fabrics, but were designed differently to compensate. Still such raincoats were not as comfortable, and double-knit faded throughout the decade. Vinyl raincoats briefly had a renewed popularity, especially among women.
Modern day raincoats come in many fabrics, styles and colors. The gabardine trenchcoat remains a favorite. While natural and artificial blends, rubber and plastic are still used, plastic-coated artificial fibers used for Gore-Tex are very popular. Microfibers and other high-tech fabrics are taking over more of the raincoat material market.
Raw Materials
The primary material in a raincoat is fabric that has been specially treated to repel water. The fabric of many raincoats is made of a blend of two or more of the following materials: cotton, polyester, nylon, and/or rayon. Raincoats can also made of wool, wool gabardine, vinyl, microfibers and high tech fabrics. The fabric is treated with chemicals and chemical compounds, depending on the kind of fabric. Waterproofing materials include resin, pyridinium or melamine complexes, polyurethane, acrylic, fluorine or Teflon.
Cotton, wool, nylon or other artificial fabrics are given a coating of resin to make them waterproof. Woolen and cheaper cotton fabrics are bathed in a paraffin emulsions and salts of metals like aluminum or zirconium. Higher quality cotton fabrics are bathed in complexes of pyridinium or melamine complexes. These complexes form a chemical link with the cotton and are extremely durable. Natural fibers, like cotton and linen, are bathed in wax. Synthetic fibers are treated by methyl siloxanes or silicones (hydrogen methyl siloxanes).
In addition to the fabric, most raincoats consist of buttons, thread, lining, seam tape, belts, trim, zippers, eyelets, and facings.
Most of these items, including the fabric, are created by outside suppliers for raincoat manufacturers. The manufacturers design and make the actual raincoat.
Design
To capture part of the market, raincoat design changes with the season and current fashion trends. Fabrics, lengths, cut and look are important to appeal to the consumer. Style is everything; the cut is important to distinguishing items on the market. For men, women, and children, there are many different styles of raincoats: short, commuter, car coats, sport, utility, and long raincoats. New fibers and finishes are regularly introduced.
Computer-aided design (CAD) gives designers the ability to combine fabrics, styles, and colors onscreen without having to make a sample. Designers create the patterns for the manufacturing process using CAD.
The Manufacturing Process
A wide variety of fabrics suitable for rain gear is currently on the market. These materials include Gore-tex, PVC, coated cottons and polyester. Sewing with these types of fabrics can require special techniques and materials, so this type of project is not well-suited to the beginning sewer. Additionally, rain gear fabric shows all pin holes and needle marks and cannot be easily re-sewn if you make a mistake. Much of the manufacturing process is done by Computer Aided manufacturing (CAM). Machines are run by computers, ensuring speed and efficiency.
Waterproofing the fabric
- In this automated process, fabric passes through a series of rollers and into a tankcontaining a bath of the appropriate waterproofing materials.
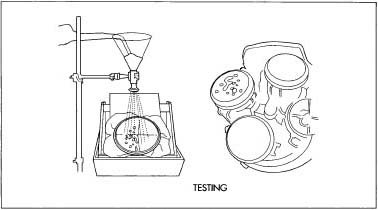
Waterproof material used for raincoats is tested for its level of absorption or ability to repel moisture. - Chemicals are allowed to soak into the fabric.
- After the material leaves the bath, it is heated so the chemicals soak evenly into the fabric.
- The fabric passes through another series of rollers and allowed to cool. This allows the chemicals to harden and stay in place on the fabric.
- The treated fabric is re-rolled into bolts and readied for shipment to raincoat manufacturers.
Manufacturing the raincoat
- The pieces that make the body of the raincoat are cut by a computer-operated cutter or large electrical cutter. The fabric is cut according to patterns that have been graded to each size the raincoat will be made in.
- The interlining (which makes collars, cuffs, front facings, sleeve straps, belts and pocket welts stiff) is put inside the appropriate parts. Each part that contains interlining is fused by an automated fusing machine. The fusing process uses high heat and pressure to ensure the interlining is put in evenly.
- An industrial sewing machine operator uses an industrial machine to sew all the small parts of the raincoat, including the collar, belt, sleeve straps and pocket welts.
- The facings (the underply of the coat that is sewn to the front edge) are set to the front edges of the fabric shell that makes up a coat's exterior. This is also done by a worker on an industrial sewing machine.
- The large parts of the shell of the raincoat are assembled on an industrial sewing machine by a worker. Most come in pairs. First the right back panel and left back panel are joined together, creating a back seam. Then the rest of the large parts of the raincoat (the front of the raincoat, the sleeves etc.) are created in similar fashion.
- On a separate line in the factory, a lining has been made. It is sewn into the appropriate pieces of the shell by a person.
- All the large pieces of the raincoat are now assembled and sewn together by a worker using an industrial sewing machine.
- An automated machine makes button-holes and sews the buttons on the raincoat.
- Using an industrial sewing machine, the trim and sleeves are sewn on by hand. The belt is put on by hand as well.
- The finished raincoat is examined by a inspector for quality control purposes.
- A worker puts tags on the coat and puts it on the hanger.
- A polybag is put over the coat, usually by a machine called an automatic bagger.
- The bagged coats are loaded into the shipping container by a worker.
Quality Control
Quality control takes place at many steps of the manufacturing process. Before raincoats are even made, the quality of the fabric and dye are inspected. After the fabric is cut, the patterns must match and sizes must be right. As each piece is sewn together, the sewing is checked. The qualities inspectors look for include: stitch length, hem stitching, button-hole stitching and alignment, and seam type. Anything defective is corrected. When the raincoat is completed, each part of it is inspected by hand.
Byproducts/Waste
In the actual production of raincoats, only scraps are created. They are usually thrown away.
The Future
The raincoat's fabric and its finishes will change. There will be improved water repellency, stain resistance, and wrinkle resistance. The fabrics themselves will have new weaves.
Another direction the future of raincoats might head is toward mass customization. This means the coat would be specially made to fit the consumer's body. Such a process would involve computers and the advent of certain kinds of software and scanning devices.



Hi, Some truly wonderful posts on this site, thank you for your contribution.
ReplyDeleteManufacturer of raincoat fabric from Ludhiana
Really great. Paper Napkin Manufacturers
ReplyDeleteGreat blog. You have nicely explained the manufacturing process of raincoats. Rain jacket manufacturers use different types of material that can repel the water. Keep sharing such informational posts.
ReplyDeleteConical Bags are an excellent solution for businesses and individuals looking for unique, versatile packaging. Their sleek, conical design stands out, making them perfect for gifting, branding, or product storage. These bags are crafted with high-quality materials that ensure durability while maintaining a lightweight structure. Their customizable features allow you to personalize them with logos, colors, or designs, enhancing your brand identity. Whether you're packaging food, small items, or promotional products, these bags provide both functionality and style. A perfect blend of practicality and aesthetic appeal, Custom Conical Bags are a great choice for anyone seeking innovative packaging solutions!
ReplyDeleteThe HDPE Sheets plastic are durable, lightweight, and highly resistant to moisture, chemicals, and UV exposure. Known for their strength and flexibility, they are widely used in construction, industrial, marine, agricultural, and food processing applications. Offering excellent impact resistance and longevity, HDPE Sheets provide a reliable and cost-effective solution for various structural and protective needs.
ReplyDeleteThe Plastic shopping bag are lightweight, durable, and versatile bags made from high-quality plastic materials. They are commonly used for packaging and carrying goods in retail stores, supermarkets, and daily use. Available in various sizes, colors, and thicknesses, plastic carry bags offer convenience, water resistance, and cost-effectiveness for both commercial and personal use.
ReplyDeleteGreat idea on setting up a raincoat manufacturing business — rainwear demand is rising with changing weather patterns and fashion trends! For anyone exploring garment production opportunities, it's also worth checking out options from Overcoat manufacturers India who specialize in quality outerwear and can offer valuable insights into fabrics, stitching standards, and supply networks for cold-weather apparel.
ReplyDelete